




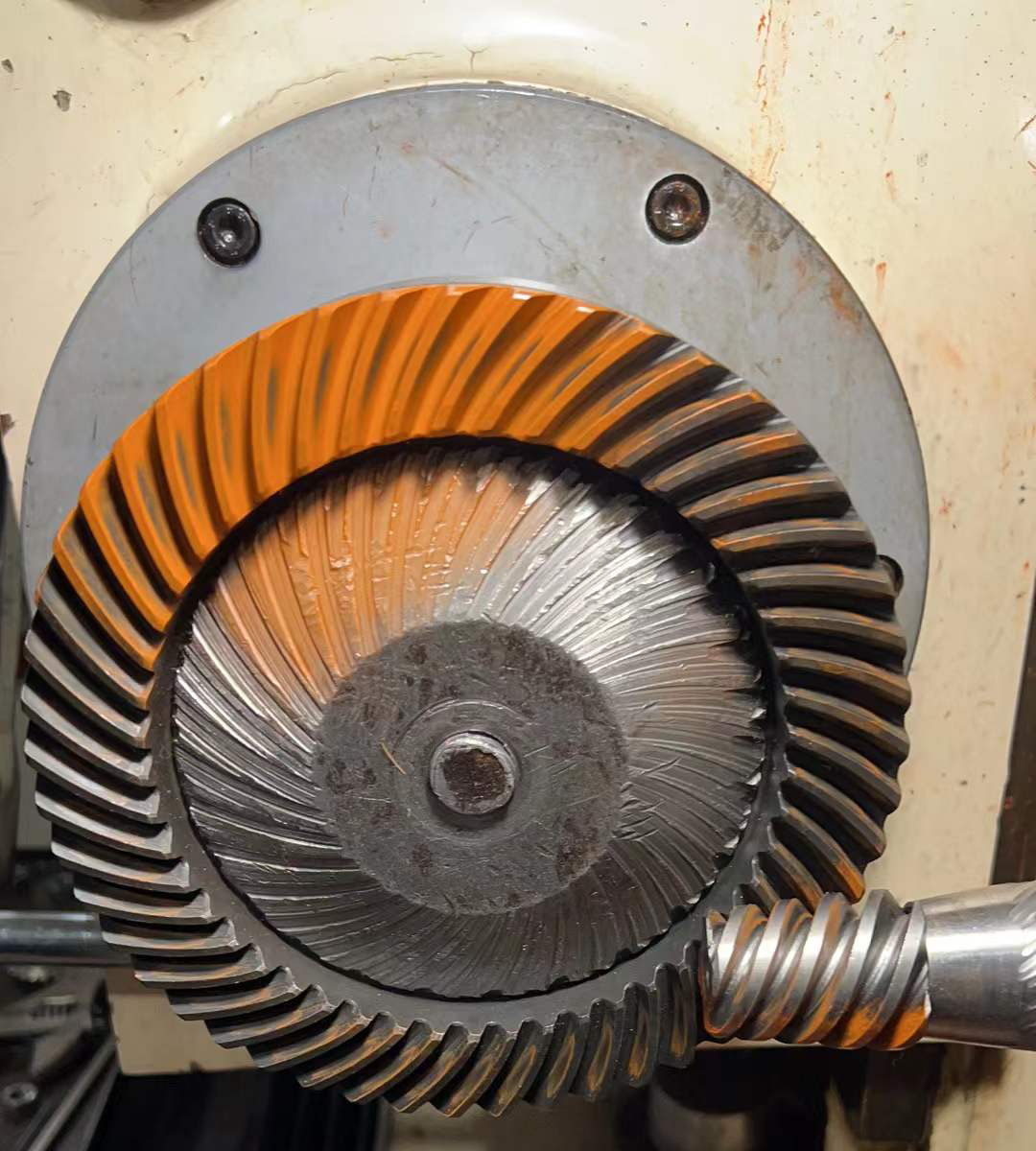
Postoji mnogo vrsta zupčanika, uključujući ravne cilindrične zupčanike, spiralne cilindrične zupčanike, konusne zupčanike i hipoidne zupčanike koje danas predstavljamo.
1) Karakteristike hipoidnih zupčanika
Prije svega, ugao osovine hipoidnog zupčanika je 90°, a smjer obrtnog momenta se može promijeniti na 90°. Ovo je također konverzija ugla koja se često zahtijeva u automobilskoj, avionskoj ili industriji vjetroelektrana. Istovremeno, par zupčanika različitih veličina i različitog broja zuba se spaja kako bi se testirala funkcija povećanja obrtnog momenta i smanjenja brzine, što se obično naziva "povećanje i smanjenje brzine obrtnog momenta". Ako prijatelj koji je vozio automobil, posebno kada vozi automobil s ručnim mjenjačem dok uči voziti, prilikom penjanja uzbrdo, instruktor će vam dopustiti da pređete na niži stepen prenosa, u stvari, to je da odaberete par zupčanika s relativno velikom brzinom, što se postiže pri malim brzinama. Veći obrtni moment, čime se vozilo dobija na snazi.
Koje su karakteristike hipoidnih zupčanika?
Promjene ugla obrtnog momenta mjenjača
Kao što je gore spomenuto, može se ostvariti ugaona promjena obrtnog momenta snage.
Sposoban da izdrži veća opterećenja
U industriji energije vjetra, automobilska industrija, bilo da se radi o putničkim automobilima, SUV-ovima ili komercijalnim vozilima poput kamioneta, kamiona, autobusa itd., koristit će ovaj tip kako bi osigurala veću snagu.
Stabilniji prijenos, niska razina buke
Uglovi pritiska lijeve i desne strane zuba mogu biti nedosljedni, a smjer klizanja zupčanika je duž širine zuba i smjera profila zuba, a bolji položaj zupčanika može se postići dizajnom i tehnologijom, tako da je cijeli mjenjač pod opterećenjem. Sljedeće je i dalje odlično u NVH performansama.
Podesiva udaljenost pomaka
Zbog različitog dizajna udaljenosti pomaka, može se koristiti za ispunjavanje različitih zahtjeva dizajna prostora. Na primjer, u slučaju automobila, može ispuniti zahtjeve za udaljenost od tla vozila i poboljšati sposobnost prolaska automobila.
2) Dvije metode obrade hipoidnih zupčanika
Kvazi-dvostrani zupčanik je uveo Gleason Work 1925. godine i razvija se već dugi niz godina. Trenutno postoji mnogo domaće opreme koja se može obrađivati, ali relativno visokoprecizna i vrhunska obrada se uglavnom vrši stranom opremom Gleason i Oerlikon. Što se tiče završne obrade, postoje dva glavna procesa brušenja zupčanika i procesa brušenja, ali zahtjevi za proces rezanja zupčanika su različiti. Za proces brušenja zupčanika, preporučuje se korištenje glodanja na čelu, a proces brušenja se preporučuje glodanje na čelu.
Zupčanici obrađeni tipom čelnog glodanja imaju konusne zube, a zupčanici obrađeni tipom čelnog valjanja imaju zube jednake visine, odnosno visine zuba na velikim i malim čeonim površinama su iste.
Uobičajeni proces obrade je grubo predgrijavanje, nakon toga termička obrada, a zatim završna obrada. Kod tipa glodala za ravnanje, potrebno ga je brusiti i spajati nakon zagrijavanja. Generalno govoreći, par zupčanika koji se bruse zajedno treba i dalje spajati prilikom kasnijeg sastavljanja. Međutim, teoretski, zupčanici s tehnologijom brušenja zupčanika mogu se koristiti bez spajanja. Međutim, u stvarnom radu, uzimajući u obzir utjecaj grešaka pri sastavljanju i deformacije sistema, i dalje se koristi način spajanja.
3) Dizajn i razvoj trostrukog hipoida je složeniji, posebno u radnim uslovima ili kod vrhunskih proizvoda sa višim zahtjevima, koji zahtijevaju čvrstoću, buku, efikasnost prijenosa, težinu i veličinu zupčanika. Stoga je u fazi dizajna obično potrebno integrirati više faktora kako bi se iteracijom pronašla ravnoteža. U procesu razvoja obično je potrebno prilagoditi otisak zuba unutar dozvoljenog raspona varijacija sklopa kako bi se osiguralo da se idealan nivo performansi i dalje može postići u stvarnim uslovima zbog akumulacije dimenzionalnog lanca, deformacije sistema i drugih faktora.
Vrijeme objave: 12. maj 2022.